DIVID 濃紺
VM04-M14SB
ミナセを製造する協和精工は切削工具メーカーとして1963年創業。リューズの穴あけ加工用に使用する「段付きドリル」製造をきっかけに時計事業に参入。秋田の湯沢市(旧皆瀬村)で長年かけてケースの鍛造、切削、研磨、組み立てとあらゆることを経験。自分たちの理想の時計を作りたいと思い、ブランド名を生産地名である「皆瀬」に、ルーツでもある「段付きドリル」をロゴマークに採用、自分たちの考える日本のモノづくりの精神をMINASEという時計に具現化しました。「ザラツ研磨」によるシャープなエッジとクリアに輝くコントラスト、職人の手仕事ならではの精緻なタッチ、いつまでも愛せる永続性、常に初心に立ち返り、先進性のある独創的な発想と技術を持った時計をこれからも追求していくのです。

見る角度によって表情を変える造形、積み重なる多面体による複雑な輝き。ディヴァイドはケースの上下、4つのラグを分解構造にすることで既成概念を超える立体感とシャープエッジを生み出したタイムピース。あらゆる面とエッジに施されたザラツ研磨、MORE構造メタルブレスレッド、ケースインケース構造によるHiZシリーズのアイコニックな存在です。

DIVIDO
ケース:ステンレススチール
ムーブメント:KT7001(ETA2824 SW200ベース)デイト表示
防水性:日常生活防水5気圧
風防:サファイアガラス 裏蓋スケルトン(サファイアガラス)
ブレス:ステンレススチールブレス(MORE構造)
ケースサイズ:横40.5mmx縦40.5mmx総厚12mm(ガラスを含む)
型番 VM04-M14SB
価格 ¥506,000(税込み)本体¥460,000

裏蓋スケルトン(サファイアガラス)
ザラツ研磨
「ザラツ研磨」はミナセがもっとも得意とする加工技術です。これは、ケースの仕上げの前に施す下地処理のことで、ゆがみのない美しい面を作ることができるもの です。一風変わった名前ですが、往年のスイスの加工機材に由来しています。通常、時計のケースは鍛造して切削したものをバフで磨いて完成となります。しか しバフで磨く前に下地処理としてザラツ研磨を施すことで、磨いた面は歪みが小さくなり、スカッとしたクリアで美しい鏡面加工ができるようになるのです。か つてはスイスのメーカーも採用した手法ですが、現在、日本製の高級時計以外で見ることはほぼありません。
理由のひとつは、職人の技量によるところが大きいためです。ザラツ研磨を使うとケースはきれいに仕上がりますが、優れた職人が行わないと逆に角が丸くなって しまうリスクを負うのです。角が丸くなったケースは高級時計に向きません。しかし優れた職人であれば、ケースの面を整えるのと同時に、角を落とさずにザラ ツ研磨を施すことができるのです。残った角は、わずかに2/100mm。手先の感覚だけで、部品との当たりを調整するのは、ミナセでもごく一部の職人にしかできない作業です。
またザラツを施すためには、ケースの鍛造という前工程が欠かせません。ケースを何度も叩くことで素材の金属は目が詰まり、密度を増します。鍛造をしていない 金属でザラツ研磨を施すとまれに小さな穴が出でることがあるのですが、それを防ぐことができます。一方で、ケースを鍛造すると、歪みを直すための焼き戻し が必要となります。私たちはザラツ研磨の仕上がりが綺麗になるだけでなく、ケースの耐久性を上げることができるという理由で、今なお鍛造にこだわりを持っています。
ミナセは約30年前からザラツ研磨を研究してきました。最新作「HiZ DIVIDO(ディヴァイド)」では、ケースの14面だけでなく、文字盤やインデックスにもザラツ研磨を加えています。
HiZ DIVIDO(ディヴァイド)の切削した文字盤に「荒取り」という下地処理のザラツ研磨を施す作業です。回転する円盤に研磨剤を塗り、面を整えたい箇所をそっと当てて磨いていきます。担当する職人によると「削るというより、部品をそっと当ててなでる感じに近い」といいます。ザラツ研磨はケースの角といった広い面に施すことが普通です。しかしミナセでは、最小0.7mmという細い面にもザラツ研磨を施します。他者が挑戦しないような小さな箇所にも施せるのは、私たちが優れた職人を擁しているからこそ、なのです。
現在、ミナセでザラツ研磨を担当するのは2名。そのうちひとりは、26年もの経験を持っています。しかしそんな彼をもってしても「HiZにどうやってザラツ研磨を施せばいいか1週間は悩んだ」とのこと。たしかにザラツ研磨とは、あくまでバフで磨く前の下地処理でしかありません。しかしその前処理がしっかりなされていないと、何度ザラツ研磨を施しても傷は消えないのです。ミナセがケースや文字盤にザラツ研磨を多用できる理由。それは研磨前の下地処理を完璧に施せる、という自信の表れなのです。
HiZシリーズではあえてインデックスにもザラツ研磨を施しています。インデックスを光らせたい場合は、通常ザラツ研磨ではなく、ダイヤモンドカッターで表面を削ります。これも高級な仕上げとされていますが、より整った面を求めて私たちはザラツ研磨を施すことを選びました。非常に浅いインデックスの面を整える作業は、ケースにザラツ研磨を加える以上に難しいものです。しかし、その結果として、HiZシリーズのインデックスは整った面と切り立ったエッジを持つようになりました。
一部にザラツ研磨を加えたケース。鍛造ごとに1,120度で焼きなます工程を何度も加えた後、穴を切削し、ケース全体に弱い圧力でサンドブラストを施します。プレスや削り跡がなくなったら、ようやくザラツ研磨の工程となります。普通、ザラツ研磨は光らせたい箇所にのみ加えるものですが、HiZシリーズでは、サテン仕上げを施す箇所にも、下地処理としてザラツを加えます。これは、完全に下地を整えた方がきれいな仕上げができるため。見えないところにも手を抜かないのが、私たちの時計メーカーとしての矜持なのです。
ほぼ仕上げが完成したHiZ DIVIDO(ディヴァイド)のケースとインデックス。主だった部分にザラツ研磨を施した後、ツヤ消しの部分はサテン仕上げを、ツヤのある部分はバフ仕上げを施していきます。ツヤのある部分が黒光りしているのは、下地処理が優れていることの証左。硬い素材を丁寧に磨き込むと、白いステンレスもこのように黒光りします。これを「Black Polish(ブラックポリッシュ)」といい、高額な時計には、同等の仕上げを持つものも存在しますが、HiZシリーズのように整った面と切り立った角を両立させた試みは希といえます。このあと表面処理を施して、ケースとインデックスは完成となります。
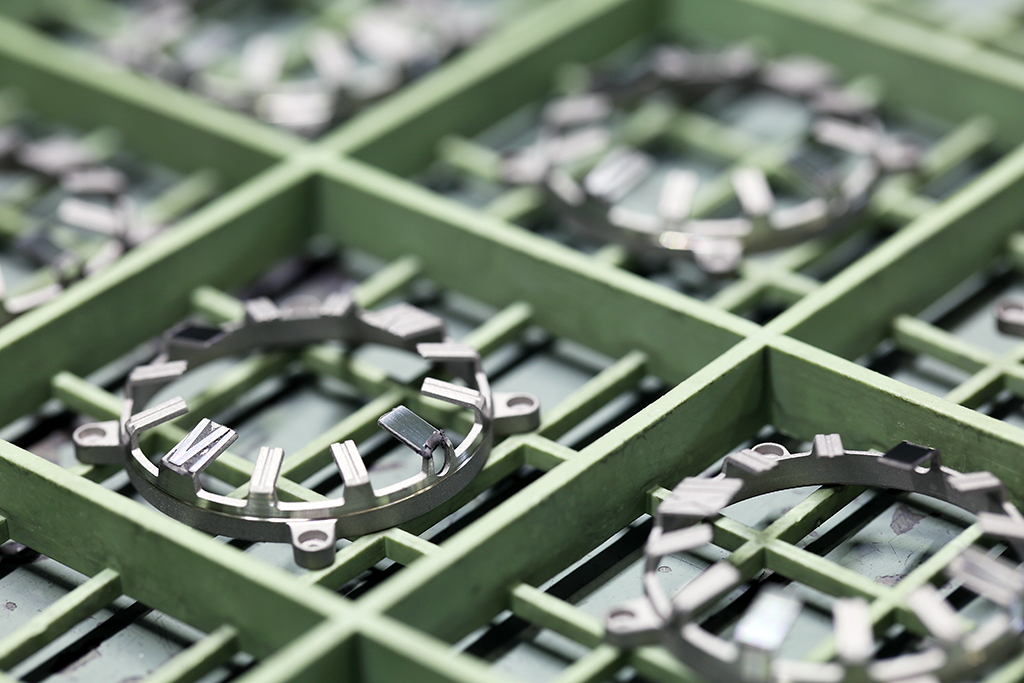
ミナセは、角が立ち、立体的ながらも、整った面を持つ造形に挑戦しました。一般的に、面を整えようと仕上げを加えるほど角は丸くなり、逆に角を立てようとすると面は歪んでしまいます。立体的な時計がきれいな仕上がりを持てず、きれいな時計がしばしば平板な見た目となる理由です。このインデックスは、鍛造で打ち抜いて削った後に、ブラスト処理を施した状態。このあと一部にザラツ研磨を施します。これほど立体的な部品に角を落とさないようにザラツ研磨を施すのは、極めて難しい作業となります。